


Date:
August 25, 20
【タイ・不具合品ゼロ】 画期的なシステムのトライアルモニターを募集中! ライン工程でNG部品を出さない、全数検査の常識の先へ!

(左)ナノ精密MD・大石氏(右)中心となってソフトを開発した福正氏
全数自動選別を推進しようとしても、今の技術面、コスト面などから、必ずしも全部を自動化できる訳ではありません。
100ミクロン、10ミクロンといった検査精度の違いも、全数選別の大きな障害になります。
10ミクロン以下の外径公差品を多く扱っている場合は、そう簡単にはカメラを使った全数選別ができない。
かといって、100万分の1個でも不具合品(NG部品)の流出が許されないのは、部品製造業者の宿命です。
ではどうすれば良いのか?
全数自動検査をせずに、100万個に1個(ゼロPPM)の不具合品の流出を止めるには…。
その答えは「工程内不良の撲滅」です。
それができないから「全数自動選別機が必要」と言ってきたのに、話が矛盾していないか?とお思いでしょう。
しかし、限りなく全数を保証できるような「工程内保証のやり方」があるのではないか?
サンプリングによる検査であっても、より確実な品質管理によって、不具合品の発生を事前に抑える方法があるのではないか?
もっと機械的に監視できる、ルール通りに作業が完結される仕組みを作ることができないか?
そんなことを考えている時に、Office H.F社の福正 博夫社長との出会いがありました。
工程内不良の撲滅のためのソフトは、部品製造のスタンダードになる!?
優秀なシステムプランナーでもある福正さんは、「なにかお役に立てることはないか」と私に言ってくれました。
そこで、工程内検査について考えていたアイディアをぶつけてみると、福正さんは「これは面白い、やってみよう」と全面的な支援を申し出てくださいました。
そして、試行錯誤の末に完成したのが「LINE QC SPECIALIST」というシステムです。
LINE QC SPECIALISTの3つ特長
1 異常品を作ることができない
2 ルールから外れた操作、作業などができない
3 異常品が生まれそうになったら、監視ソフトが機械停止を促す
具体的な内容を説明すると以下のようになります。
・測定器の校正管理(校正内容、時間)= 測定器の信頼性にソフトが介入
・調整時と量産開始時の区分け = 量産承認を仕組み化
・調整時の中心管理値設定と量産時の管理値設定を区分け = 調整時は、より中心管理を重視
・測定箇所、測定頻度を作業者に伝え、正しい箇所を正しい管理値で測定していくことを促す
・「測定頻度を守ることができない」、「測定値が管理値に到達した」、「機器の校正時間を超過」の場合は、ソフトから警告が発せられる
工程管理の労力を軽減する新システムのトライアルモニター募集中!
通常、量産する部品の中で、突発的な不具合品が発生することは多くありません。
もしきちんと傾向管理できれば、発生を防ぐことができる。
しかし、工程管理を継続し、改善していく根気と体力は並大抵ではありません。
その一部をソフトウェアに担ってもらう。それがこのLINE QC SPECIALSITを開発した狙いです。
製造業に携わる方々が、もう一歩先の品質改善を目指して LINE QC SPECIALSITを試していただけるなら、また、一緒により良いモノを開発してくれなら、とても嬉しいです。
LINE QC SPECIALSITに興味を持たれた方は、下部の問い合わせフォームより「トライアルモニター」にお申し込みください。

▲測定データを送信可能な測定器

▲測定データを送信可能な測定器
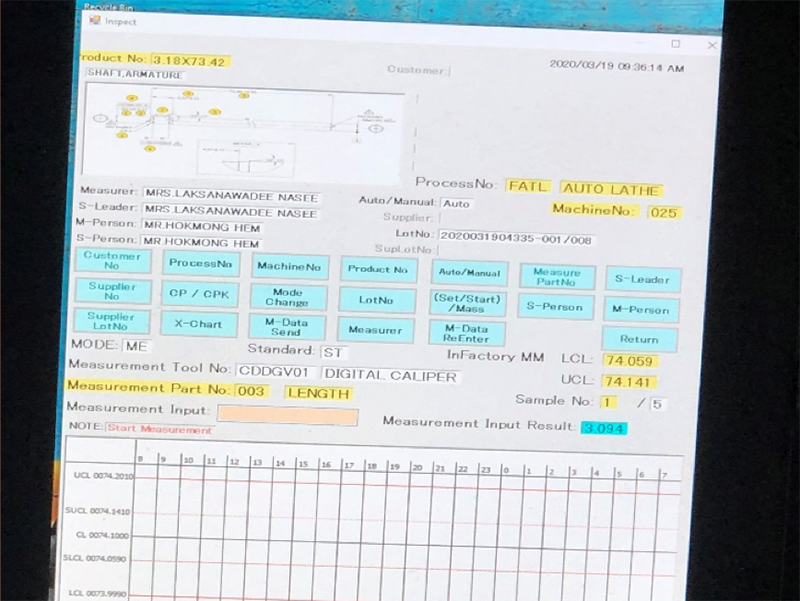
▲管理図と傾向管理表示タブレット
LINE QC