


Date:
October 05, 20
生産ラインの工程内で不具合品を出さない「LINE QC SPECIALIST」導入でできる、タイ製造現場のKAIZEN【具体例】
.png)
24/09/2020
数回にわたりご説明している「工程内で不具合品を作らないための総合監視・管理システム・LINE QC SPECIALIST。
当システムは、社内の製造ルールに則り、製品が常にスペック範囲内(量産規格の内側)で、かつ安全に製造されるよう、ソフトが作業手順と設備(機械)・測定器を監視・管理する仕組みです。
今回は、実際にLINE QC SPECIALISTを導入して得られたデータを分析してわかる事、そのデータを分析することで、具体的な現場の改善が可能になる事をご説明します。
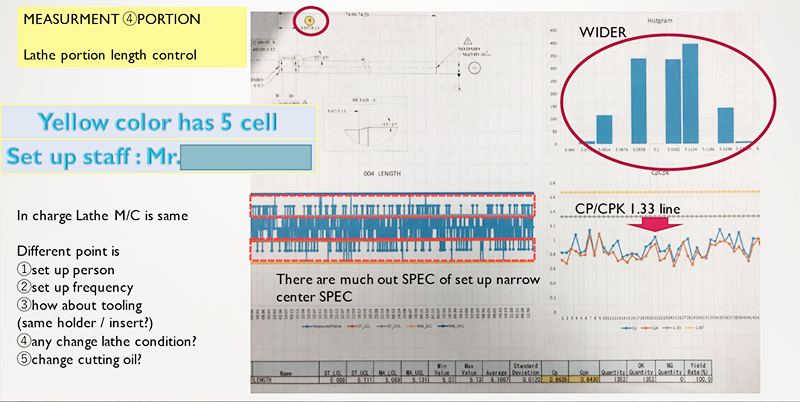
① 生産ラインの工程で、不具合品の発生が考えられるポイントで全数選別を行なったが、思いのほか工程能力が高かった。
不具合品が流出すると仮定した場合、通常工程品ではなく、「ちょい置き」や機械調整時のセットアップ品の混入が一番の可能性と考えられる。
必要なアクションは、全数選別ではなく、量産開始時のセットアップ品管理の徹底である。
② LINE QC SPECIALISTで機械のセットアップを分析したところ、同じ機械でも、セットアップを行なう作業員の違いで、工程能力が大きく変わることが判明した。
セットアップだけではなく、細かい調整作業をどの頻度で行なうかによっても、工程能力の違いが明確になった。
LINE QC SPECIALISTのこの指標を使えば、もともとの機械の精度と各作業員の努力の度合いが可視化できる。
(従業員の給与査定にも使うことができる)
③ 機械そのものの振れ精度、使っているホルダーやインサート等、その部分を直せば劇的に精度があがる可能性がある。
どこを触れば良いのか?
LINE QC SPECIALISTは、それを推定できるデータが取得できる。
④ 生産ラインは各工程で能力が違うため、本来、測定頻度は各工程能力に応じて決めていくものだが、一律頻度での測定をする会社が多い。
LINE QC SPECIALISTを使って、不必要で過剰な頻度での測定を減らしていくことで、生産性の改善を図ることができる。
測定箇所毎に測定頻度を変更すると、測定し忘れが心配になります。
LINE QC SPECALISTは測定頻度管理もシステムが行なうため、測定頻度を変更してたり作業員が頻度を忘れてしまっても、システムが警告を発してくれます。
システムが必要な測定を管理していきますので、安心して、工程能力に応じた必要な測定頻度管理が可能になります。
LINE QC SPECIALISTデータ分析レポートによるKAIZEN【具体例】
※このレポートは、こちらのページからPDFデータとしてダウンロードが可能です。
製造機械の調整者・製造途中での細かい調整の仕方で、工程能力が変わります。
本人が可哀想なのでひとりは名前を隠していますが、仮にMr.Aとします。
Mr.AとMr.NOPPORN はまったく同じセクションで、まったく同じ機械5台を担当しています。
LINE QC SPECIALISTの分析データは、完成した製品の工程能力がCP/CPK 1.0に到達しない場合には、警告としてセルが黄色くなるように設定しています。
Mr.Aが担当している機械は黄色いセルが5箇所(図1)、Mr.NOPPORNが担当している機械は黄色いセルが2箇所(図2)となっています。
Mr.NOPPORNが機械を調整した方が、品質が良いということが、はっきりとデータに現れています。
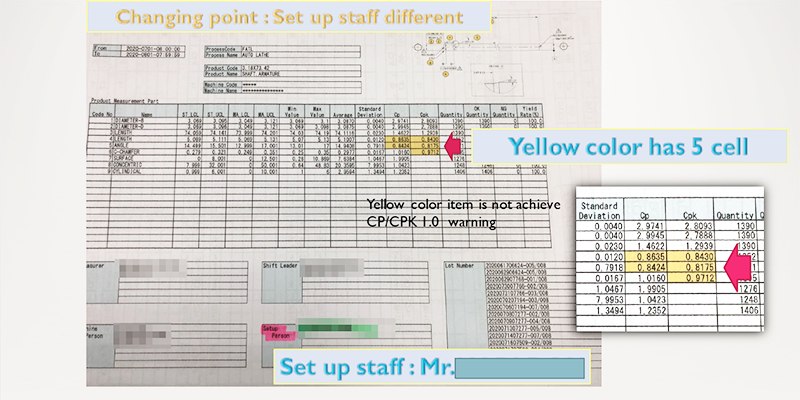
▲図1—A:Mr.Aの場合
▲図1—B:Mr.Aの場合
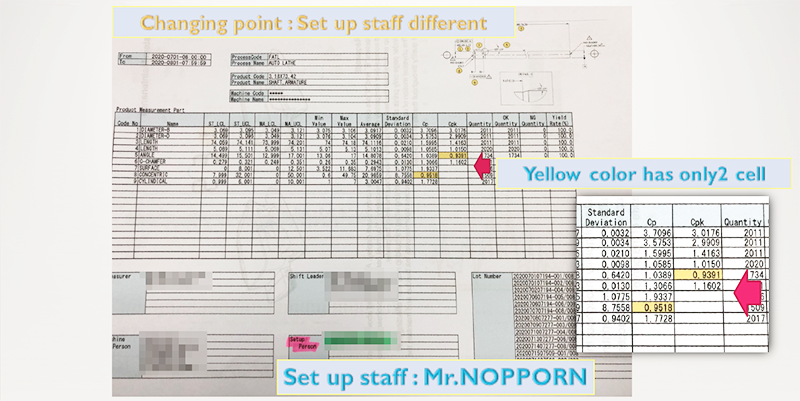
▲図2—A:Mr.NOPPORNの場合
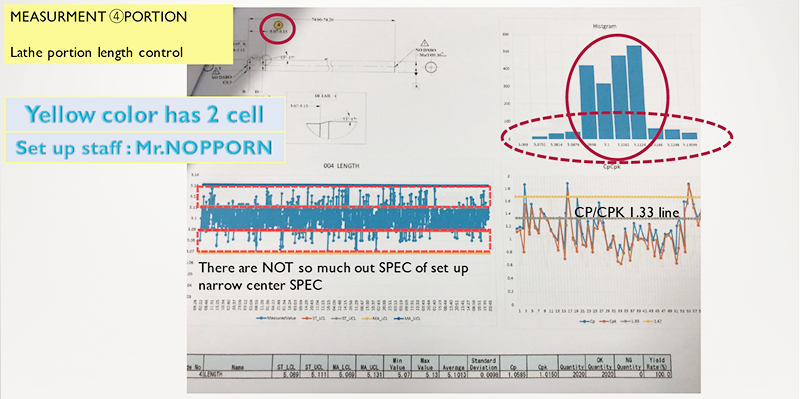
▲図2—B:Mr.NOPPORNの場合
条件が一定でないと間違えた判断になってしまいますが、条件等がまったく同一の場合は品質管理をしながら同時に従業員の評価ができます。
Mr.Aに対しては、データを見せながら、どうやれば良いのか、どうすれば工程能力を上げられるのか、トレーニングすることが可能です。
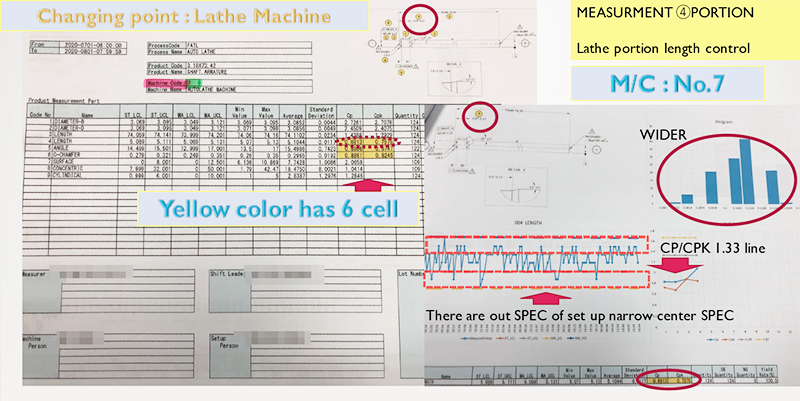
▲図3:MACHINE NO.7の場合
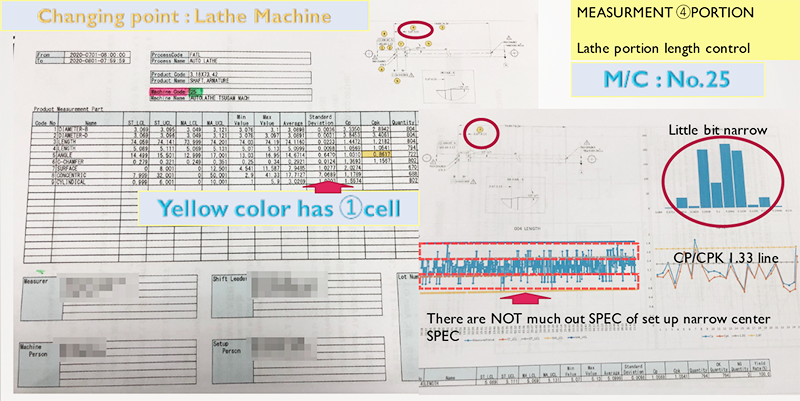
▲図4:MACHINE NO.25の場合
上の2枚(図3・図4)は、機械ごとの工程能力をまとめたものです。
MACHINE No. 7 は機械の状態が悪く、CP.CPK で1.0 に到達しない箇所が6つもあります。
一方でMACHINE No.25は、同条件で1箇所しかありません。
どの位の工程能力で線を引くかは、各会社の、それぞれの設備等の工程能力によって決定することになります。
同一製品を同一条件で、同じ作業者が担当た場合は、機械の精度、精度差を比較することができます。
また、工程能力の低い箇所を見ることで、「ここが悪いから、このようなデータになっている」という原因箇所の判断ができます。
機械のメンテナンスの優先順位、修理箇所の優先順位、機械の使用、不使用判断、変化点管理などに使っていただけると思います。
▲図5:まとめ
図5は、分析データのまとめになります。
■1ヵ月分のデータを確保し、それを集計・分析すると様々な課題が見えてくる。
その課題を順番に潰していくことで、品質改善を継続的に行なうことができる。
■なにかあった時に(小ロットのデータではなく)長期のデータを使い、設備・ツール類が悪いのか判断できる。
■作業者、管理系の問題なのかを区分けすることで、改善のスピードが上がる。
実際に製品を生産ラインで作りながら、不具合品を作らない(作ることができない)仕組みとしてこのLINE QC SPECIALIST が大きな力になるでしょう。
作業が終了した後も、長期間取得した膨大なデータを活用し、品質改善に繋げていくことで、このシステムはより大きな効果を生むことができると確信しています。
ナノ精密のグループ会社「FORTUNE CROSS」でも実際にLINE QC SPECIALISTを活用し、工程能力の改善を進めます。
いつでもFORTUNE CROSS へ見学にお越しください。